



韶关新型输送机厂家

1、确认头轮直径的适合与否的关键在两个方面:输送带的寿命和卸料。1.头轮直径对斗式提升机输送带寿命的影响头轮的大小是影响输送带寿命的主要原因之一。韶关输送机当输送带绕过头轮时,带子中的应力有四种形式:a.由离心力产生的拉应力;b.由输送带的弯曲变形产生的弯曲应力;c.由驱动轮与输送带之间的摩擦力产生的剪应力;d.由预张力和运行阻力产生的拉应力。其中第二项和第三项直接与驱动轮的直径有关。1.1 弯曲应力与驱动轮直径成反比,即驱动轮直径越小,新型输送机厂家带子中的弯曲应力就越大。这样,如果我们适当的增加驱动轮的直径,就可以有效的减小输送带中的弯曲应力。

1。调整螺母MZ的两侧上,调整分布的水平龚观察配重正方形水平。2。调整上下导套与两侧导柱之间的导向间隙,并将其均匀锁紧。3.观察管子或框架的水平,使其符合要求。松开两边的螺母,并根据两侧螺母的相对运动和两侧上导套的相对运动调整尾轮的水平。韶关输送机在锁定轮的锁定端和配重的相对位置的两侧。5。在运行中,如果有胶带跑偏,需要松开ML两侧观察胶带跑偏的方向,同时向左跑,向左跑,向右跑,向左跑M1,然后向右跑M2,达到理想要求后锁紧两侧螺母。6.整定完成后,斗式提升机的尾轮系应能在摆动杆范围内自由运动,尾轮应灵活转动,不刮。连杆溜槽和导向柱滑动可靠。新型输送机厂家导套导柱在整个过程中是可靠的。7,定期检查部门润滑装置,油的充分性,如果齿轮和传动齿轮啮合的声音正常,轴承温度不超过65℃。8。斗式提升机尾轮调整范围不符合纠偏要求时,应检查调整头轮的水平安装,使胶带符合纠偏要求。经常检查听筒提升机的操作是否有任何噪音。

大家众所周知斗式提升机已经广泛的应用于生产中的各个环节,在粉体、颗粒物料生产环节中能够见到,但是由于设备是需要维护保养的,韶关输送机所以很多不清楚的客户就会遇到这样、那样的一些自己解决不了的问题,下面我们谈一下斗式提升机链条容易跳齿的原因斗式提升机有机头、机尾、中间机架、链条、料斗、主动轴、被动轴、张紧调节装置组成,两侧安装两条环形的封闭链条,然后再将提升料斗安装到链条的销轴上;新型输送机厂家先在设计制作轴键槽就需要一次加工成型,确保在同一中心线上;链轮在加工时也需要成对加工,加工键槽时同样需要对齿成对加工;在安装时就需要注意设备的横平竖直,这样就确保了两侧链条处于同一张紧度;在者就是尾部张紧时两侧需要同时张紧,确保两根链条的平行同步张紧;

1、定期(一周一次)对摩擦轮绳槽直径、自动平衡悬挂装置油缸伸缩量进行检查,发现斗式提升机自动平衡悬挂装置油缸伸缩量己达到大或小而失去补偿钢丝绳悬挂长度时,若摩擦轮绳槽直径相差不大时,先调绳,无效后再车削绳槽。2、用振波法检测钢丝绳张力时人为误差较大,为了减小人为测量误差,韶关输送机在检测过程中须由同一组检测人完成,中途不应更换其他测量人员。3、结论:对酒钢铁山矿黑沟矿区的JKD 6多绳摩擦式斗式提升机钢丝绳张力不平衡的影响因素进行了分析,新型输送机厂家并提出了相应的解决办法,研究表明采用基准线绳槽深度测量法和振波法可以对多绳摩擦斗式提升机钢丝绳张力不平衡进行检测和调整是可行的。
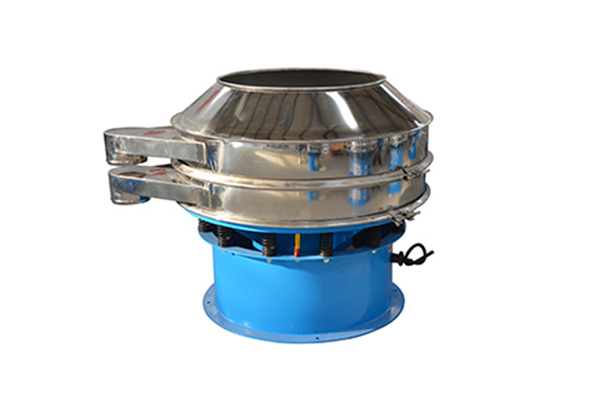
提升机对物料的种类、特性要求少,不但能提升一般粉状、小颗粒状物料,而且可提升磨琢性较大的物料,密封性好,环境污染少。这种现象在斗式提升机中非常普遍。韶关输送机当漏斗下降时,会发出异常的声音。要及时停机检查,否则会导致料斗变形更大,脱落。在连接料斗的位置,料斗皮带被撕裂。料斗脱落的主要原因如下:1、机器座未清理时,机器座内的积聚不会在生产中清除,经常会遇到突然断电或其他原因的现象。新型输送机厂家如果机器座椅不再从行李箱中取出,则很容易使料斗太大,无法断裂和脱落。2.进料入口位置太低,来不及将导致舀材料料斗,和基础材料成,导致材料料斗舀;3.料斗材料不好,强度有限的料斗是提升机的承载部分,对其材料有较高的要求,安装时应尽量选用强度好的材料;4进给进料过多,导致在沉积在看台材料,电梯阻力增大,料斗的动作不良,产生料斗断,直接原因变形。
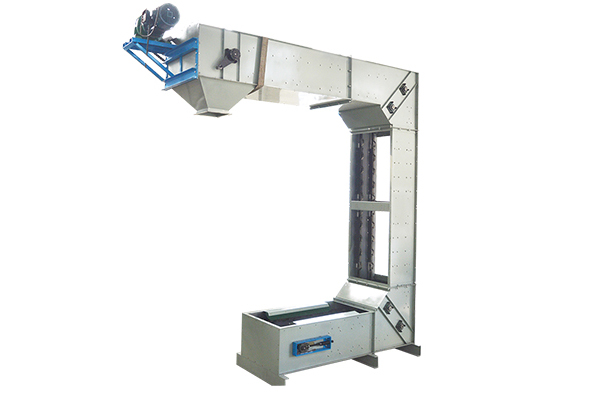
对于斗式提升机的可控致动器,摩擦片的理想运动规律应如下:随着油膜厚度的减小,主摩擦片的转速可以以相对慢的速度降低,这使得传动系统具有较小的制动冲击载荷。韶关输送机斗式提升机利用均匀固接于无端牵引构件上的一系列料斗,竖向提升物料的连续输送机械,斗式提升机利用一系列固接在牵引链或胶带上的料斗在竖直或接近竖直方向内向上运送散料 。分为环链、板链和皮带三种。适用于低处往高处提升,供应物料通过振动台投入料斗后机器自动连续运转向上运送。斗式提升机适用于低处往高处提升,供应物料通过振动台投入料斗后机器自动连续运转向上运送。根据传送量可调节传送速度,并随需选择提升高度,料斗为自行设计制造。提升机对物料的种类、特性要求少,不但能提升一般粉状、小颗粒状物料,而且可提升磨琢性较大的物料,密封性好,环境污染少。新型输送机厂家在斗式提升机制动阶段结束时,移动摩擦片的速度应尽快减小到O,从而有效地降低摩擦板的摩擦损失。因此,就上述三种情况而言,当斗式提升机的摩擦间隙采用正二次曲线运动规律时,系统具有较好的速度特性。



